凹版印刷是非常常見的一種印刷方式,多(duō)用(yòng)在塑料、紙張、鋁箔等軟體(tǐ)材料的大批量印制上面,特别對于一些容易延伸變形的材料,如紡織材料等,具(jù)有(yǒu)較好的适應性。
某廠商(shāng)主營産(chǎn)品為(wèi)4色到7色的塑料薄膜凹版印刷機,其原有(yǒu)的電(diàn)氣配置在啓動停止時各個軸會出現不同步現象,生産(chǎn)效率低。在市場需求的促進下,客戶需要對印刷機進行改造升級,以提高生産(chǎn)效率。
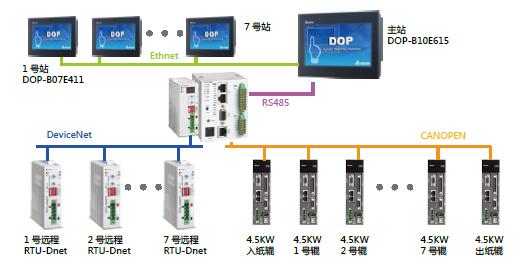
經過慎重考慮,該廠商(shāng)最終選擇了以台達DOP-B07E411人機界面、DVP-10MC系列PLC以及A2-M伺服等為(wèi)主要控制器的解決方案,使得該印刷機的印刷速度可(kě)以達到300m/min,高速套色印刷精(jīng)度達到±0.1mm,滿足了客戶的需要,生産(chǎn)效率大大提高。
該方案電(diàn)氣控制設計:主屏人機界面DOP-B10E615與控制器DVP-10MC系列采用(yòng)485通信;每個工(gōng)位上的副屏DOP-B07E411于主屏之間通過EtherNet相連通信;每個工(gōng)位上的遠(yuǎn)程數字量IO通過DeviceNet總線(xiàn)連接控制;DVP-10MC采用(yòng)1M速率的CANopen總線(xiàn)控制9個伺服軸在啓動、運行、停止時的同步性。
該方案使用(yòng)CANopen Builder編程軟件,應用(yòng)其軟件裏面自帶的運動控制庫,使用(yòng)使程序結構簡單化,便利編程,增加程序的可(kě)讀性;使用(yòng)DMC_VirtualAxis指令虛拟一個虛軸1,将其他(tā)的所有(yǒu)實軸都通過MC_GearIn指令與虛軸1關聯起來,即可(kě)做到各軸的啓停、運行的同步性;
每一個工(gōng)位都安(ān)裝(zhuāng)一個色标誤差檢測儀,在機器運行過程中(zhōng),開啓自動色标修正功能(néng)時,色标誤差檢測儀會在每個周期檢測出此工(gōng)位的色标位置誤差,并判斷是否需要修正、或是往正向修正還是負向修正,将信号傳遞給DVP-10MC,DVP-10MC再通過MC—MoveSuperImposed追加位移指令來修正。
方案實施後,在調試過程中(zhōng)發現開啓8台伺服是可(kě)以正常運行的,隻要啓動第9台伺服,就所有(yǒu)的伺服都無法運行。經過細心檢查後,發現原先使用(yòng)的開關電(diàn)源功率過小(xiǎo),在更換一個更大功率的開關電(diàn)源後,所有(yǒu)的伺服全部運行正常。
該凹版印刷機在使用(yòng)台達的運動控制器配套伺服取代原來的機械機構傳動和變頻傳動後,通過伺服控制各個軸的獨立運動,使得印刷機設備的加工(gōng)精(jīng)度顯著增加,也提升了客戶的生産(chǎn)效益。